What is the total usable Z height on the D-Series CNC?
The D-Series 420, 600 and 840 all have a max Z height of 140mm (5.51″). However this does not represent the maximum height of material you can process. From this height you need to subtract the spindle collet nut stick out as well as the length of the cutting tool you are using.
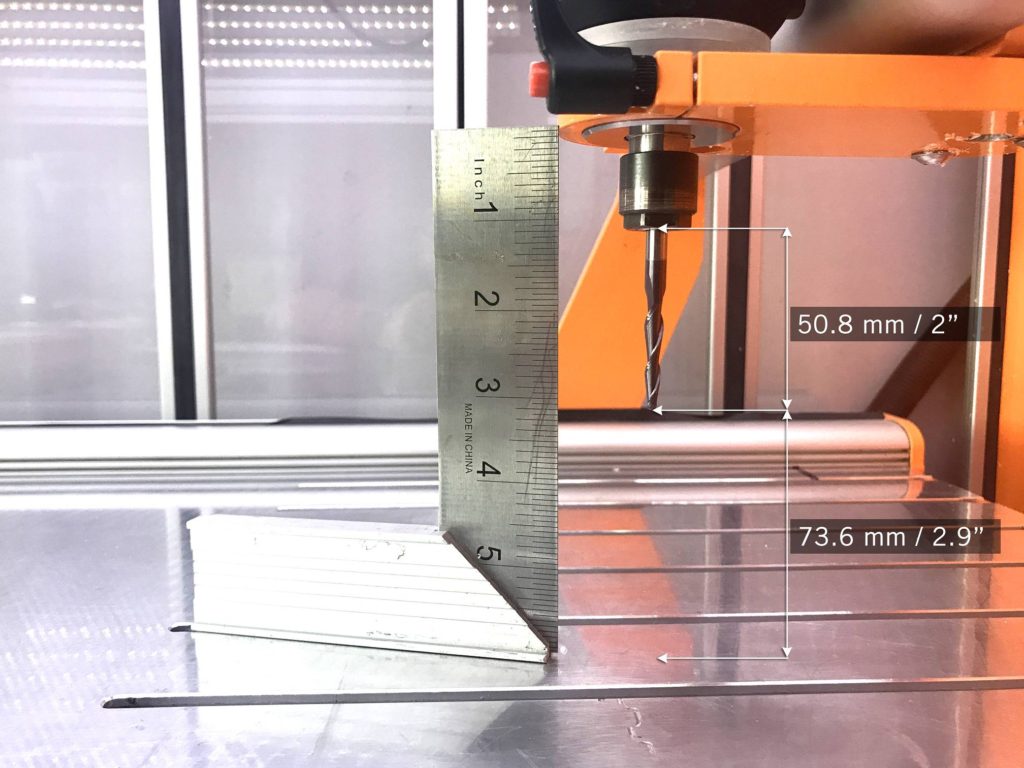
The following represents the spindle and spindle nut stick out you get on a D-Series machine with the HF-500 and MM-1000 spindles
NOTE: This is the case with just about every CNC machine on the market, not just STEPCRAFT CNC. Most all CNC machines will have spindle and spindle nut/tool holder stick out that takes away from the usable Z height.
So if you take into consideration the MM-1000 with dual spacers, you would have a total Z height of 140mm (5.51″) minus 26.34mm (1.04″) leaving you with a new max Z height of 113.66mm (4.47″).
Now depending on what you intend to do, you can use this new value to plan your project. If you want to cut all the way through material, you would need to have a tool that is long enough, which you would further subtract from the new Z height value.
Example 1: New Z Value is 113.66mm (4.47″), if you divide that number in half, that would mean you can use a piece of material that is 56.83mm (2.23″) thick and the tool would have to stick out 56.83mm (2.23″) as well.
NOTE: This would also mean that the cutting height of the tool would have to be a min of 56.83mm (2.23″) or you run the risk of rubbing the shank of the tool on the material.
Example 2: If you intend to only engrave on top of a piece of material, then your tool stick out can be much less. If you use an engraving blank that sticks out say 12mm from the bottom of the collet nut, then that means you can have a max material height of 101.66mm (4″).
NOTE: please keep in mind you should also allow for a couple 2-3mm of Z height clearance for rapid, non-cutting moves on the CNC as well. So you would subtract another 2-3mm from the above numbers in a practical application.
Visual Example, Kress spindle with double 5mm spacers
TWO SIDED MACHINING – For thicker material
One way that you can increase your max material thickness that you can cut through is using double sided machining.
Example: You can take your new Z value of 113.66mm (4.47″) and divide that into thirds. This would mean you can have a material thickness of 75.33mm (2.96″), or two-thirds and using a cutter with a length of 38mm (1.49″) you can cut one side of the project and then flip it over and cut the other side – so you are using a shorter cutter to cut through a thicker material by cutting each side.
Here is the profiles of the MM-1000 (top) and HF-500 (bottom)
The HF-500 has a stick out from the bottom of the orange tool holder to the bottom of the collet nut of 31mm.
The MM-1000 without spacer rings has a stick out from the bottom of the orange tool holder to the bottom of the collet nut of 38.6mm.
The MM-1000 with a single spacer ring has a stick out from the bottom of the orange tool holder to the bottom of the collet nut of 32.56mm.
The MM-1000 with dual spacer rings has a stick out from the bottom of the orange tool holder to the bottom of the collet nut of 26.34mm.
STEPCRAFT CNC machines have two parameters in the specifications for their machines: Clamping Surface and Travel Distance
Clamping Surface is maximum size of work material that you can place onto the machines bed. Travel Distance is the maximum amount that the gantry and cutting bit will move.
As an example, the STEPCRAFT-2/300 has a clamping surface of 14.96″ x 8.74″ (380x222mm) but the travel distance is equal to 11.81″ x 8.27″ (300x210mm). This means that you can place a slightly larger workpiece onto the bed than you can actually cut.
The number that is most important when choosing which size STEPCRAFT machine to buy is the Travel Distance.
The following chart reflects these sizes as well as the overall dimension of the machines. Clamping Distance is the middle set of dimensions and Travel Distance is the Lower Set of Dimensions.
What is the maximum height of the work material that I can place on the work bed?
The total travel distance for the Z axis is 5.5″. However, you need to keep in mind that some of that height will be used up by the systemheld tool that you place on the machine. For example, the HF500 spindle and collet stick below the tool holder by about 1.2″ This would reduce the total material height to 4.3″ From that you need to account for the length of the tool as well.