
Spindles and Routers
Your spindles seem much smaller than larger CNC Routers’ 2.5Kv spindles, how can they do the job as well?
The spindle is proportional to the size of the CNC. A STEPCRAFT CNC with a 800W spindle will be able to do the same jobs as a large 4×8 foot machine with a 2.5Kv spindle, however, it will not be able to run as aggressively. So If you can run 60 mm/sec on a large industrial machine with a more powerful spindle, you can do the same job on a STEPCRAFT with an 800W spindle but you might only be able to run at 30 mm/sec. You will also have to take less material off per pass on the smaller machine than you can on the larger machine.
You also need to keep in mind that a good quality 2.5Kv water-cooled spindle can cost more than entire STEPCRAFT CNC system. It is really apples and oranges. If you are in the market for a machine for industrial or high production use, then you should be looking at a larger CNC with a more powerful spindle. However, if you are looking for a precision CNC that can do just about anything, but you would need to run less aggressively, then the STEPCRAFT would be more than enough machine.
No. We do not offer an attachment bracket for full size routers. Additionally, the weight of the router would be too heavy for our Z Axis motor to lift. We do have the ability to use trim routers like the Dewalt DW611 or other brands. These routers will provide more than enough power for any project that you would do with a STEPCRAFT CNC.
There is really not much comparison between the two. Both tools are similar only in that fact they both hold a router bit and can rotate it to cut material at high speeds. A router is a 110V consumer grade tool that is rated for intermittent use while a spindle is an industrial motor that has been manufactured to run all day long, day in and day out for exactly the purpose you want to purchase it for – CNC cutting. Spindles are more powerful (note that hp ratings between routers and spindles are not comparable) and will maintain their full torque down to much lower RPMs than a router. Spindles have precision bearings, which means less run-out and thus smoother and more accurate cutting. The bearings on a spindle also stand up to continuous use better than those of a router. Bearings in a heavily used router will need to be replaced every three-four months, while a similarly used spindle should be good for a few years between bearing replacements. A spindle is also much quieter in operation than a router.
That been said, if you don’t need a heavy cut and noise is not an issue, then a router is a safe choice. In production situations, we highly recommend a spindle. In addition, the full performance capabilities of our machines are fully realized with a spindle because a router will bog down in heavy cutting at higher cutting speeds.
In making a decision, the real dividing line between the two is on how you make your money. If your paycheck comes from someplace outside your shop, then buy whichever you feel you can afford. If your paycheck is generated inside your shop, and your living and reputation is on the line, you need the security and substantially higher cut quality that comes from a spindle.
What is the total usable Z height on the D-Series CNC?
The D-Series 420, 600 and 840 all have a max Z height of 140mm (5.51″). However this does not represent the maximum height of material you can process. From this height you need to subtract the spindle collet nut stick out as well as the length of the cutting tool you are using.
The following represents the spindle and spindle nut stick out you get on a D-Series machine with the HF-500 and MM-1000 spindles
HF-500: 31mm (1.22″)
MM-1000: 38.6mm (1.52″)
MM-1000 (with single spacer): 32.56mm (1.28″)
MM-1000 (with dual spacers): 26.34mm (1.04″)
- NOTE: This is the case with just about every CNC machine on the market, not just STEPCRAFT CNC. Most all CNC machines will have spindle and spindle nut/tool holder stick out that takes away from the usable Z height.
So if you take into consideration the MM-1000 with dual spacers, you would have a total Z height of 140mm (5.51″) minus 26.34mm (1.04″) leaving you with a new max Z height of 113.66mm (4.47″).
Now depending on what you intend to do, you can use this new value to plan your project. If you want to cut all the way through material, you would need to have a tool that is long enough, which you would further subtract from the new Z height value.
Example 1: New Z Value is 113.66mm (4.47″), if you divide that number in half, that would mean you can use a piece of material that is 56.83mm (2.23″) thick and the tool would have to stick out 56.83mm (2.23″) as well.
- NOTE: This would also mean that the cutting height of the tool would have to be a min of 56.83mm (2.23″) or you run the risk of rubbing the shank of the tool on the material.
Example 2: If you intend to only engrave on top of a piece of material, then your tool stick out can be much less. If you use an engraving blank that sticks out say 12mm from the bottom of the collet nut, then that means you can have a max material height of 101.66mm (4″).
- NOTE: please keep in mind you should also allow for a couple 2-3mm of Z height clearance for rapid, non-cutting moves on the CNC as well. So you would subtract another 2-3mm from the above numbers in a practical application.
TWO SIDED MACHINING – For thicker material
One way that you can increase your max material thickness that you can cut through is using double sided machining.
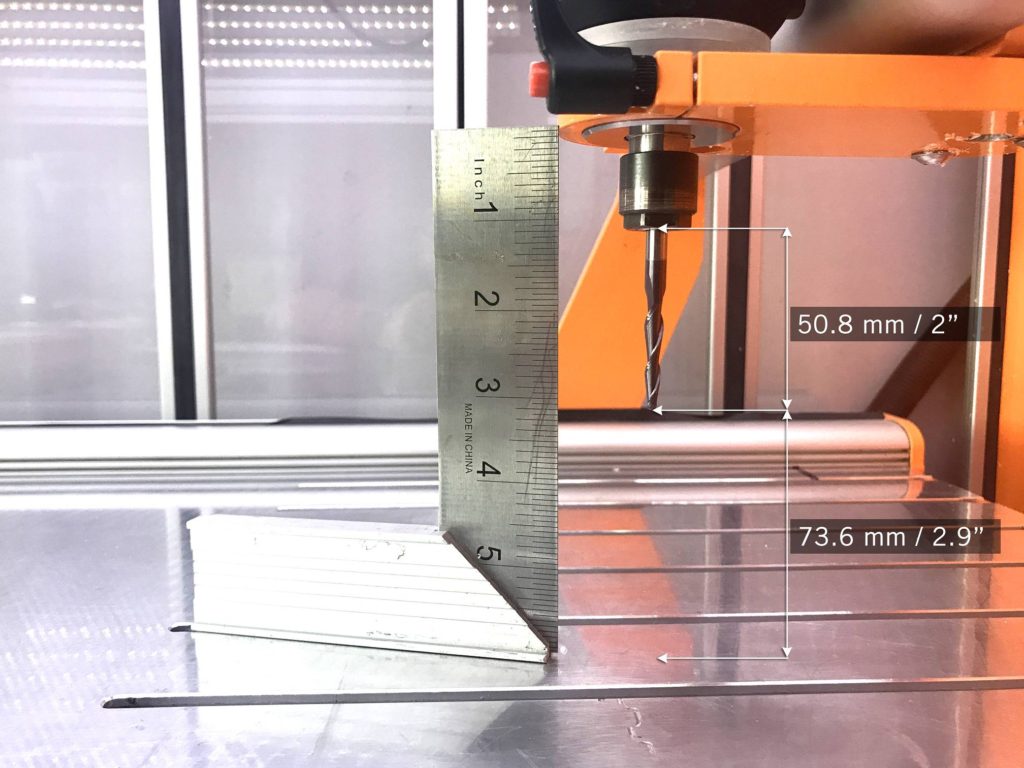
Example: You can take your new Z value of 113.66mm (4.47″) and divide that into thirds. This would mean you can have a material thickness of 75.33mm (2.96″), or two-thirds and using a cutter with a length of 38mm (1.49″) you can cut one side of the project and then flip it over and cut the other side – so you are using a shorter cutter to cut through a thicker material by cutting each side.





Example:
What is the difference between the Kress, HF-500, Dremel and Dewalt spindles?
We made a video to fully answer this question.
NOTE: The new HF500 spindles NO LONGER come with an air pump as we use sealed bearings and the pump is no longer required.
What is the collet range sizes that the HF-500 Spindle can accept?
The HF-500 can support up to 8mm ER11 collets. The most popular in North America are 1/8” and 1/4”, but they have collets that range from 1mm to 8mm that will work. The ER11 is an industry standard that determines the overall collet size. ER11, ER16, ER20, ER25 are all common sizes. But the HF 500 and our Tool Changer tool holders for the MM-1000 are both designed for the ER11.

What is a surfacing bit used for?
A surfacing bit typically has a larger than normal cutting diameter (1 to 3 inches) and are used to flatten or level uneven surfaces on your project material. They are also used to take the thickness of a material down to a final required size. For example, you might have a piece of rough cut lumber that measures 1 inch in thickness but you need it to be 3/4 inch thick. If you don’t have a surface planer in your shop then you can use a surfacing bit with a pocket tool path to plane the material down.

Another common use for surfacing bits is to clean up and level a spoil board. After continuous use your spoil board’s surface will have a lot of cuts in it and you might want to clean it up so it is perfectly smooth again. A surfacing bit is perfect for this, especially with machines where the spoil board is physically attached to the machine – you might want to prolong the use of it for as long as you can before replacing.
Leveling your spoil board is also important. If you are looking to engrave .005″ into a piece of metal and your bed is off by a couple thousandths from one side to the other or front to back, then the thickness of your engraved lines will vary. By using a surfacing bit, you will ensure that your spoil board is perfectly level in relation to your gantry which will result in a uniform engraving.
Note: Because of the larger diameter of a surfacing bit, it is important to note that you can not take as deep of passes or run as fast as you might with smaller end mills on most machines. Consult your machine’s manufacturer for assistance with proper speeds and feeds for surfacing bits.
The HF500 now comes with a new sealed bearing system which no longer requires the need for the air pump. The following note should have been included with your package.
My Q-Series will turn on while pressing the green button, but will not stay energized.
Your E-Stop could be active. Check to make sure the E-Stop in the front face of your machine is not engaged. Also, the US 110 volt edition of Q-Series machine has an additional spindle safety circuit to check – Make sure your 110 volt plug from the back of the machine is connected to a live power source, or, your spindle safety override switch (located on the top of the machine) is engaged.


On average you will see 125-150 hours of use on your MM-1000 DI spindle before you start to see signs that it is time to change them.

These signs can include:
sign 1
sign 2
You can order a replacement set from our website HERE.
How do I tram my Stepcraft CNC system?
The process of tramming your CNC system is an easy, but critical step to getting the most accurate results. By tramming your Z axis, you are insuring that the spindle will not be tilted to one side or the other, creating an unwanted angle to any milled areas. Included below is a short PDF covering the basic procedure of tramming your Stepcraft CNC system. The same concept can be done using a dial indicator or machinist’s square for even greater accuracy.
How do I connect my Remote Switchable Power Controller?
To connect your remote switchable power controller system, follow the diagram below…

If you have your feeds and speeds correct, then the HF-500 should run for a very long time without overheating. There is an internal air cooling system build into the unit that will keep it running at optimal temperatures. But If you over stress the spindle, you can cause it to run hotter. The key is to ensure that you are not moving the bit through the material too fast and that you are not forcing the bit/spindle to remove too much material per pass. If the spindle is too hot to touch, then you are doing something wrong with your feed rate or depth per pass. You should always be able to touch the spindle and it should feel warm. If you can’t keep your hand on it for more than 15 seconds, then you need to look at your setup to ensure that you do not cause damage to the spindle.
Does the Laser DL445 use the same port on the STEPCRAFT as the 3D Printer and HF500 spindle?
Yes, they both use the same serial port on the back of the machine. You would need to disconnect the cable and reconnect the attachment that you wish to use. STEPCRAFT also offers a Switchbox which allows you to connect everything and simply turn the dial to select the attachment you wish to use. This is very handy if you are constantly changing attachments.

No, we do not have one at this time. However there are many universal ones on the internet as well as DIY models that you can make yourself.
No, you do not need to use different spindles. The main factor will be how fast the feed rate will be that you run and how much material you remove per pass.
If you with to run a light duty spindle like a Dremel 4000, you can run wood, plastics and metals just as well as if you were using a Kress 800W spindle. The only difference is that you will not be able to remove as much material and your feed rate will be slower the harder the material is.
Keep in mind that dedicated CNC spindles will have better quality bearings which will offer less runout and therefore a longer life span and higher accuracy. Using the Dremel example, this device is not meant for hours and hours of prolonged use, nor is it made to have lots of pressure side loading the main shaft. You will find that if you are not careful on the feed rate and pass depth that you will quickly wear out the bearings.
A router like the Dewalt DW611 will also cut all types of material, but as with the Dremel, the bearings are not as good as with a dedicated spindle so you can expect more runout with a router. The STEPCRAFT HF500 is a purpose built spindle that was designed to work with all types of materials and has an excellent bearing system that provides very little runout and a much higher accuracy.
The bottom line is that you can pretty much cut whatever you like with just about any spindle. You just need to be cautious on feed rates and pass depth.
Can I connect my HF-500/MM-1000 spindle and 3D printer to the STEPCRAFT at the same time?
Yes you can with the use of the of the STEPCRAFT System Attachment Switch Box. To use the Switch Box, you simply plug a serial cable from the Switch Box to the serial port on the CNC and then you plug the 3D Printer and the HF500 Spindle into the respective ports on the back of the box. Then you can just rotate the dial to select the attachment that you would like to use and mount that attachment into the tool holder on the STEPCRAFT.

Are all of the machines capable of using the spindle, laser and 4th axis?
Yes, you can use all of these attachments on each of the machines. However the small size of the STEPCRAFT-1/210 might make it tough to use the 4th axis with longer work pieces. Additionally, the 210 has a limited 3″ Z height, which does not leave a lot of vertical travel and will limit the diameter of material that you can use on the machine. Additionally you really need a T-slot when using the 4th Axis so you can adjust the tail stock for the length of the work material and the 210 is the only machine that does not have a T-Slot option.